Cuando se trata de perforación con martillo en cabeza, El varilla de perforación es una de las decisiones más importantes en cualquier obra. Tanto si explota una cantera como si construye un túnel o perfora barrenos de producción en roca dura, el varillaje equivocado le costará mucho más que el precio: le costará metros por turno, tiempo de inactividad de la máquina y ciclos de sustitución que se acumulan con el tiempo.
En RockHound, fabricamos tanto barras de perforación cónicas y varillas roscadas a las mismas normas exigentes, y la pregunta que más nos hacen los ingenieros de proyectos y los responsables de compras es la misma: ¿cuál es el más adecuado para mi aplicación?
Esta guía le ofrece una visión completa: lo que ambos tipos de barras comparten a nivel metalúrgico, en qué divergen en cuanto a ingeniería y rendimiento en campo, y el marco de decisión que le ayuda a especificar correctamente a la primera.

Qué tienen en común las barras de perforación cónicas y roscadas
Antes de desglosar las diferencias, merece la pena entender por qué ambas líneas de productos se construyen a partir de una base de calidad idéntica. En las aplicaciones de martillo en cabeza, las barras de perforación soportan miles de ciclos de impacto por minuto: cargas de choque axiales repetidas, esfuerzos de torsión durante el lavado y la rotación, y cargas de flexión cuando se produce una desviación. Ningún estilo de conexión cambia esa física.
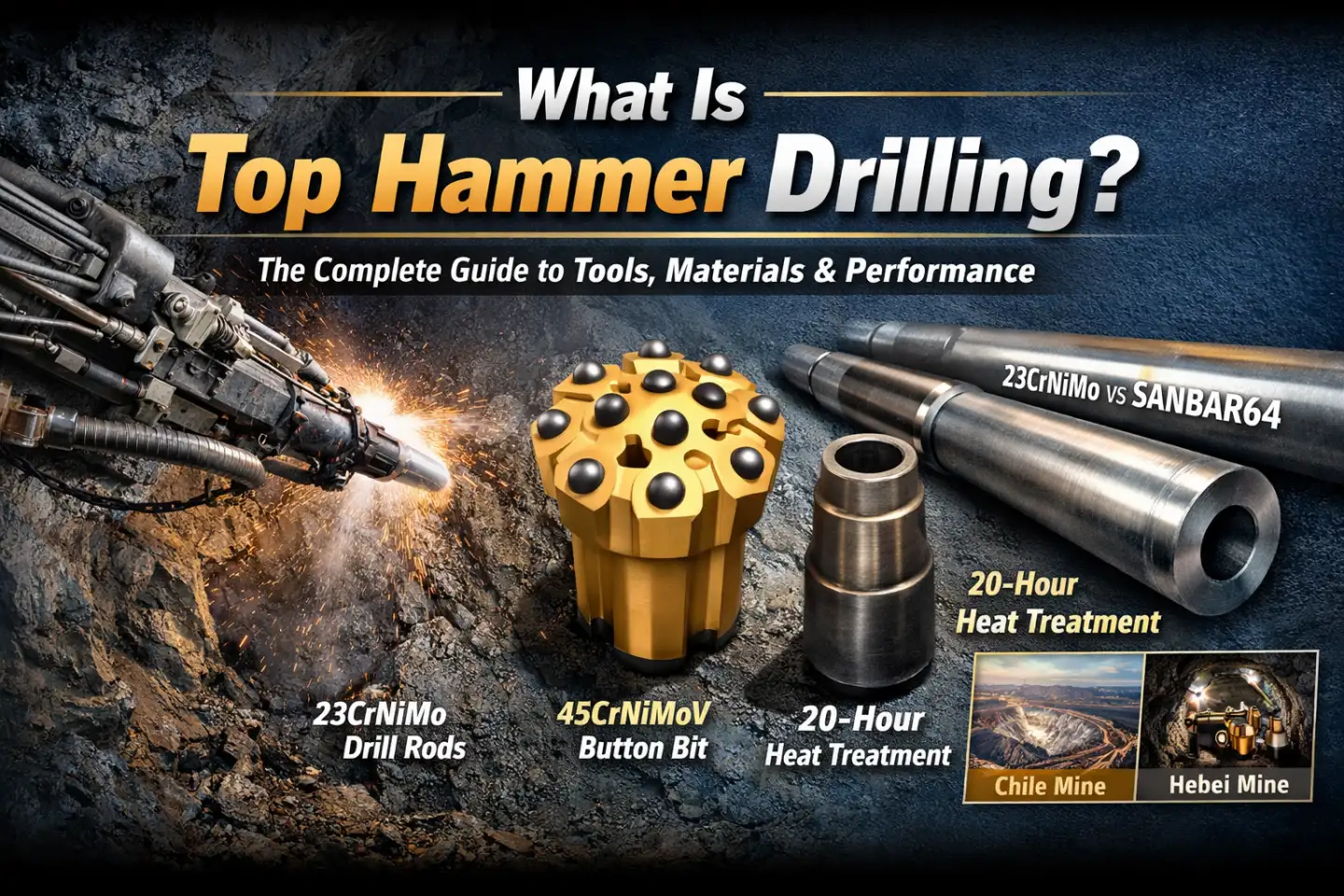
Material base compartido: acero aleado 23CrNiMo
Tanto las barras de perforación cónicas como las roscadas de RockHound se fabrican con 23CrNiMo - un acero de baja aleación al cromo-níquel-molibdeno diseñado específicamente para entornos de fatiga por impacto de alto ciclo.
La composición de la aleación ofrece las tres propiedades más importantes en una barra de perforación:


- Cromo (Cr): Mejora la templabilidad y la resistencia al desgaste de la superficie y el vástago del vástago.
- Níquel (Ni): Mejora la tenacidad del núcleo y la resistencia a la fractura frágil bajo cargas de choque.
- Molibdeno (Mo): Aumenta la resistencia al temple y a la fatiga del acero a temperaturas elevadas generadas durante el taladrado.
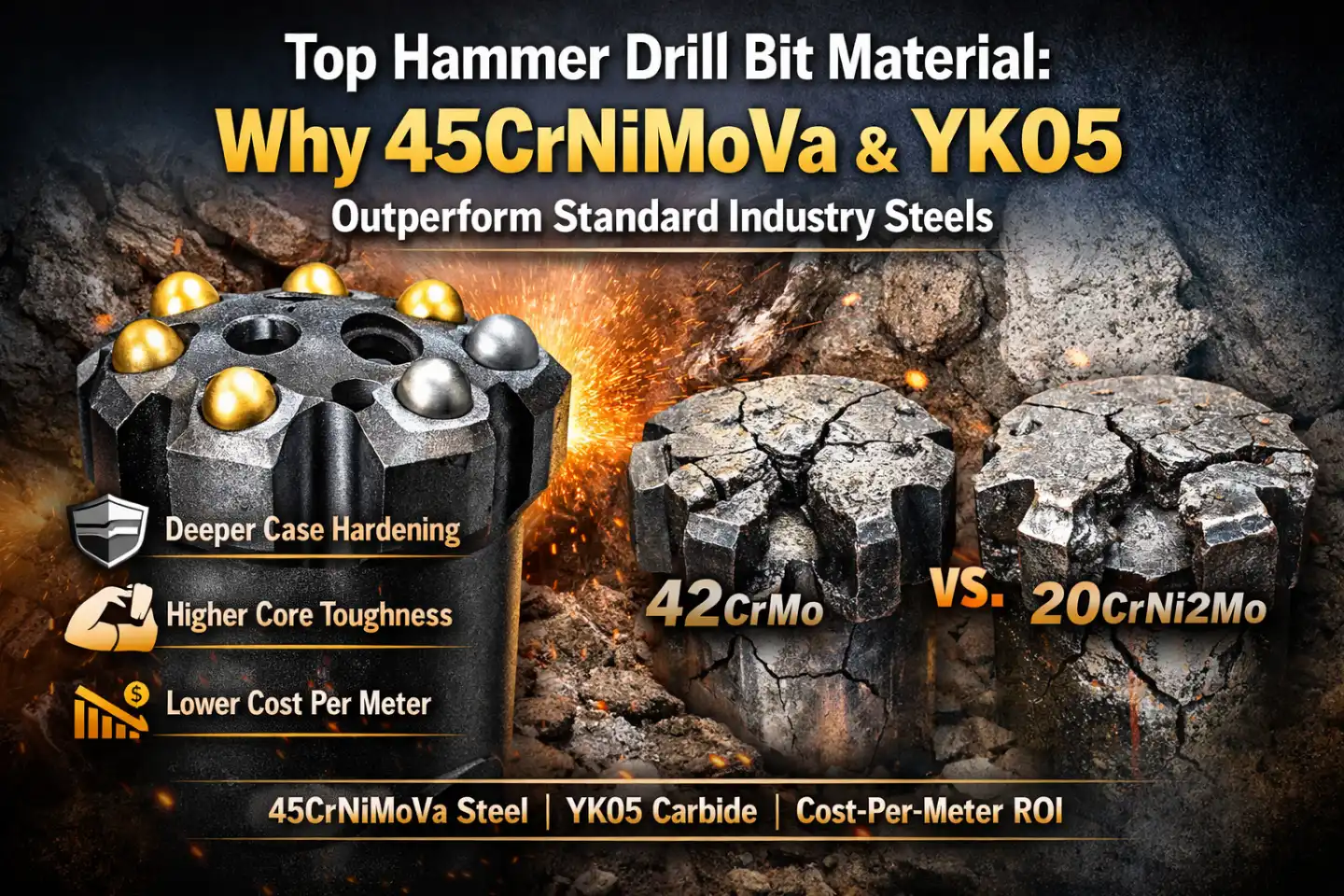
El resultado es un cuerpo de varilla que mantiene la dureza superficial donde se produce la abrasión, al tiempo que conserva el núcleo dúctil necesario para absorber impactos de percusión repetidos sin agrietarse. En comparación con calidades convencionales como el 45MnMoB, el 23CrNiMo ofrece sistemáticamente una vida útil más larga en aplicaciones de roca dura, especialmente en formaciones de granito, cuarcita y basalto, en las que aceros de menor calidad fallan prematuramente en el vástago o en la parte media del cuerpo.
Más información: Comparación de materiales de barras de perforación de rocas: 23CrNiMo vs Sanbar64
Proceso de fabricación compartido: Selección del material del centro + carburación profunda a 20 horas
La calidad del material es sólo el punto de partida. La forma en que se procesa ese acero determina si la barra acabada rinde hasta sus límites teóricos o falla antes de tiempo.
Selección del material del centro-Laminadoandrel
Ambos tipos de barras se fabrican con selección del material del centro - una práctica de control de calidad en la que sólo se utiliza para la producción de alambrón la zona central estructuralmente homogénea de cada tocho de acero. Las capas exteriores de un tocho de acero, que conllevan un mayor riesgo de inclusiones no metálicas, microsegregación e inconsistencia del grano debido al proceso de fundición, se descartan.


Los fabricantes más baratos suelen saltarse este paso porque reduce el rendimiento por tocho y aumenta el coste del material. Sin embargo, son precisamente estos defectos subsuperficiales los que inician las grietas por fatiga responsables de la mayoría de las roturas de barras en el campo. La selección centrada del material elimina ese modo de fallo en su origen.
Tratamiento térmico de cementación profunda de 20 horas
Tras el mecanizado y la conformación, todas las barras de perforación RockHound -cónicas o roscadas- se someten a nuestro Tratamiento térmico de carburación profunda de 20 horas proceso. Los ciclos de cementación estándar de la industria suelen durar entre 8 y 12 horas; nuestro ciclo ampliado produce una capa de cementación mucho más profunda.
Las razones técnicas son sencillas:
- A caja endurecida más profunda significa una mayor resistencia al desgaste durante toda la vida útil de la varilla: a medida que la superficie se desgasta a lo largo de los miles de metros perforados, la capa dura permanece intacta durante más tiempo.
- Preciso retención de la resistencia del núcleo se mantiene mediante secuencias controladas de templado y revenido, lo que garantiza que la varilla no se vuelva quebradiza en la zona que debe absorber los choques de flexión y torsión.
Más información sobre procesos de fabricación:
Divergencias entre las barras de perforación cónicas y roscadas
Una vez establecida la base de la calidad, las diferencias entre estos dos tipos de varillas consisten fundamentalmente en geometría de conexión, eficiencia del transporte de energía, y ámbito operativo. He aquí un desglose estructurado:

| Parámetro | Barra de perforación cónica | Varilla roscada |
|---|---|---|
| Tipo de conexión | Cono de ajuste por fricción (7°, 11°, 12°) | Roscado mecánico (R22, R25, R32, T38, T45, T51, etc.) |
| Equipos accionados | Perforadoras neumáticas manuales (YT24, YT28), derivadores ligeros | Equipos de perforación hidráulicos, equipos de perforación sobre orugas neumáticos pesados |
| Capacidad de profundidad de perforación | Típicamente ≤6 m (agujero poco profundo) | Escalable mediante alargaderas - 20 m+ alcanzables |
| Impacto Transmisión de energía | Moderada - la transferencia de energía depende del ajuste por fricción del cono | Alta - la unión roscada minimiza la reflexión de las ondas, maximiza la energía de la broca |
| Aplicaciones típicas | Rotura secundaria, excavación de canteras, construcción civil, pequeñas minas | Desarrollo de túneles, perforación de pozos largos, voladuras de producción, exploración profunda |
| Cambio de varilla | Sencillo: no requiere manguito de acoplamiento | Requiere manguito de acoplamiento; ligera complejidad de instalación |
| Punto de entrada del coste del sistema | Inferior (utillaje más sencillo, sin acoplamientos) | Mayor inversión inicial; menor coste por metro a escala |
Mecanismo de conexión: Fricción del cono vs. Enganche de la rosca
La diferencia fundamental entre los dos sistemas radica en cómo fluye la energía del pistón a la broca.
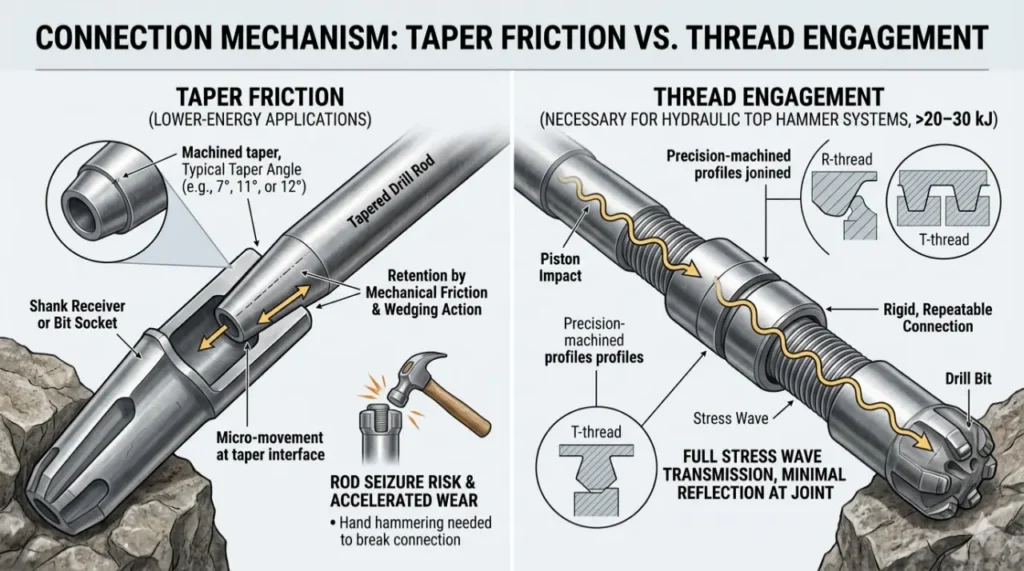
Barras de perforación cónicas
Las barras de perforación cónicas se asientan en el alojamiento del vástago de acero de la broca mediante un ángulo cónico mecanizado, normalmente de 7°, 11° o 12° según el estándar del equipo. La retención es puramente por fricción mecánica: a medida que la varilla se desplaza hacia delante bajo el impacto, el cono se encaja más en el alojamiento. Se trata de una interfaz probada, sencilla y rentable para aplicaciones de baja energía, pero tiene una limitación inherente: bajo una carga sostenida de alto impacto, pueden producirse micromovimientos en la interfaz del cono, lo que provoca un desgaste acelerado del asiento del cono y, en el peor de los casos, el agarrotamiento de la varilla o daños en el vástago que requieran un martilleo manual para romper la conexión.
Barras de perforación roscadas
Las barras de perforación roscadas utilizan perfiles de rosca mecanizados con precisión (normalmente rosca R para uso general, rosca T para aplicaciones de alta energía) para crear una conexión rígida y repetible. La geometría de la rosca está diseñada para transmitir toda la onda de tensión del pistón a la broca con una reflexión mínima en la unión, lo que constituye la ventaja física clave. En los sistemas de martillo en cabeza hidráulicos, en los que la energía de impacto del pistón puede superar los 20-30 kJ, el acoplamiento de la rosca no es opcional; una interfaz cónica no retendría la conexión de forma consistente y disiparía una proporción significativa de la energía disponible en la unión.
Profundidad operativa y capacidad de ampliación
Las barras de perforación cónicas son, por su diseño, herramientas de rendimiento integral: sus características de transmisión de energía dependen de un solo cuerpo de barra de longitud fija que acciona una broca fija. Esto las hace ideales precisamente para las aplicaciones que dominan: perforaciones de banco poco profundas, perforaciones de producción en canteras más pequeñas y rotura secundaria de roca en las que las profundidades de perforación rara vez superan los 4-6 metros.
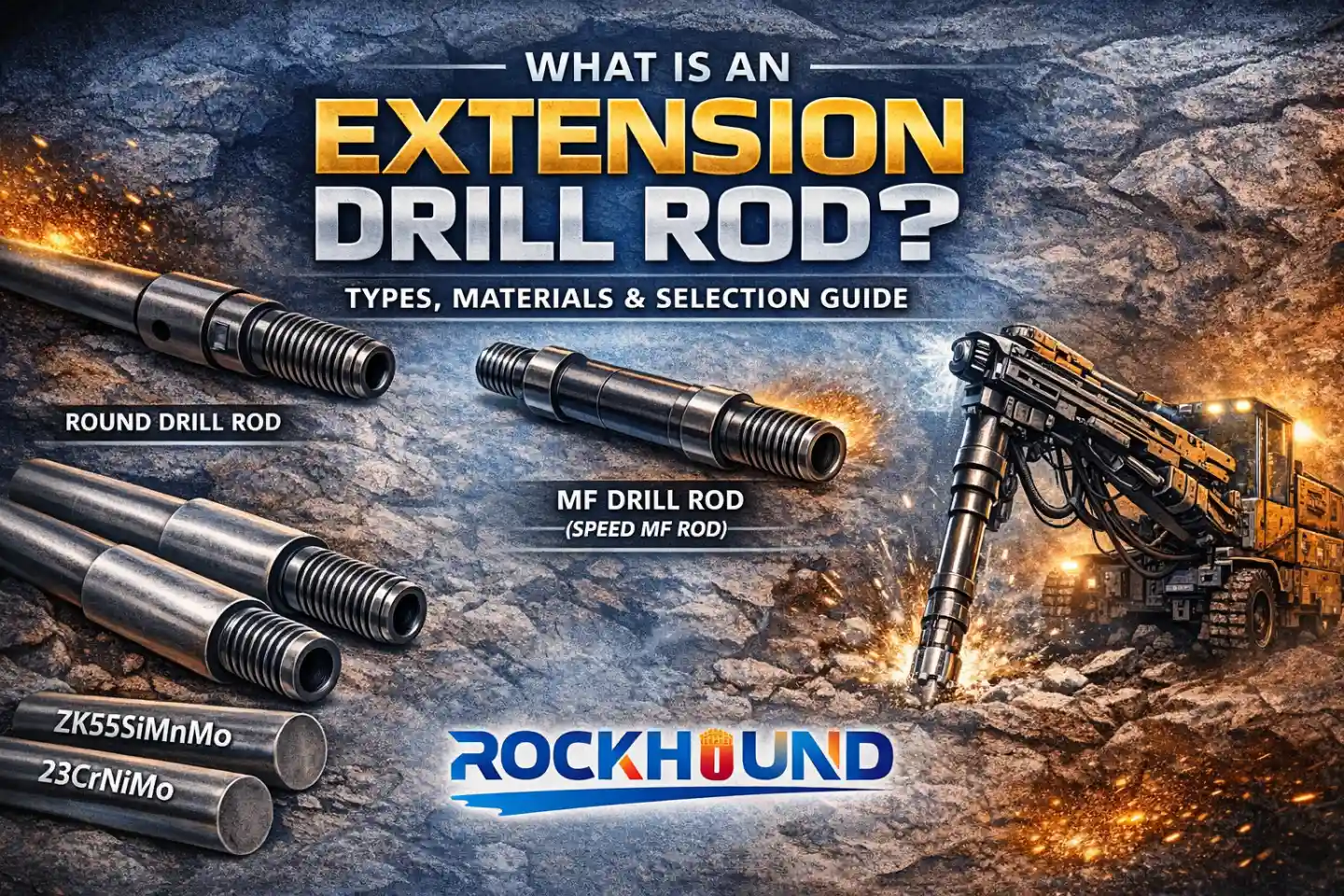
Los sistemas roscados se diseñan en torno a la extensibilidad. Al conectar múltiples barras de perforación extensibles en serie utilizando manguitos de acoplamiento de precisión, un sistema roscado puede alcanzar profundidades de perforación de 20 metros, 30 metros o más, manteniendo una eficiencia de transmisión de energía y una rectitud de perforación aceptables. Esta escalabilidad es lo que convierte a las herramientas roscadas en la elección obligada para la perforación de frentes de túneles, la perforación de pozos de gran profundidad y cualquier aplicación en la que la geometría exija profundidades a las que una sola barra no pueda dar servicio.
Más información: ¿Qué es una alargadera? Tipos, materiales y guía de selección
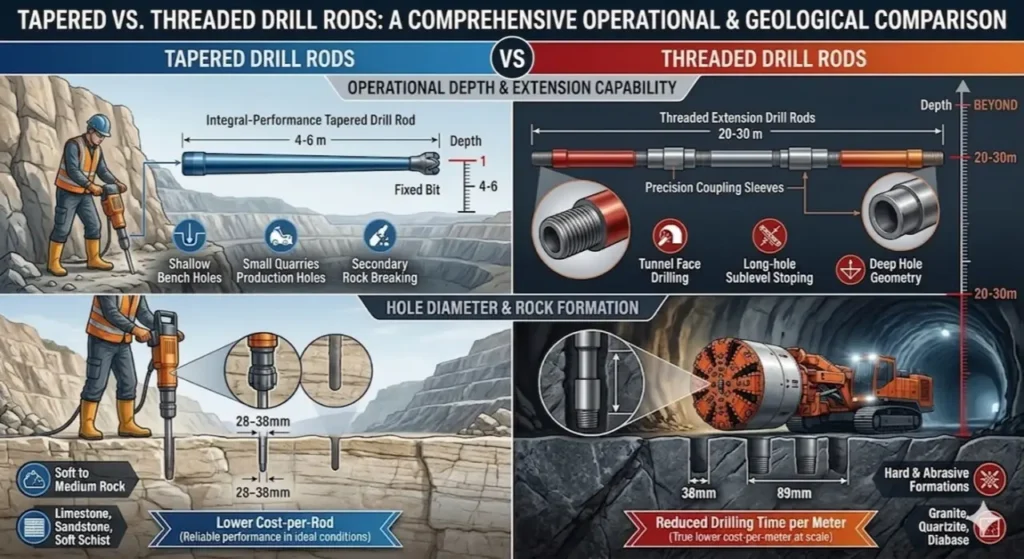
Diámetro del agujero y formación de la roca
Las barras cónicas se utilizan principalmente en la gama de diámetros de agujero de 28-38 mm, y funcionan con el equipo comparativamente más ligero que las acciona. Los sistemas roscados abarcan una gama más amplia, desde orificios de producción estándar de 38 mm hasta los de 89 mm y más en aplicaciones de gran diámetro, y son la única opción viable cuando se utilizan brocas de mayor diámetro y equipos de mayor potencia.
La dureza de la formación también es un factor diferenciador importante. En rocas blandas a medias (caliza, arenisca, esquisto blando), los sistemas cónicos ofrecen un rendimiento fiable y su menor coste por varilla los hace económicamente atractivos. En formaciones duras y abrasivas (granito, cuarcita, diabasa), la mayor transmisión de energía de los sistemas roscados reduce considerablemente el tiempo de perforación por metro, lo que, calculado para un turno completo y una flota completa, disminuye sustancialmente el coste real por metro perforado.
Marco de decisión: 3 preguntas para especificar correctamente
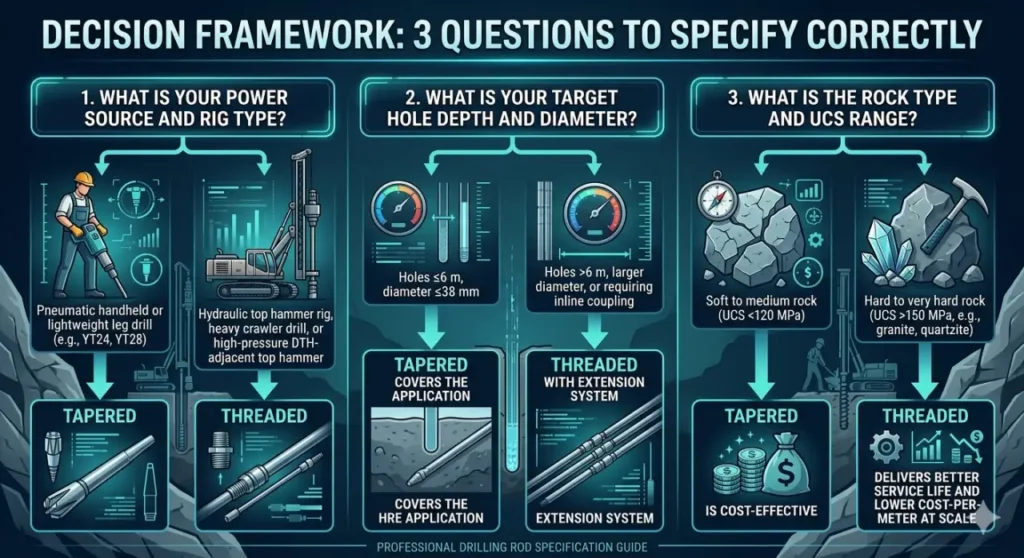
1. ¿Cuál es su fuente de alimentación y el tipo de equipo?
- Taladro neumático de mano o ligero para piernas (p. ej., YT24, YT28) → Cónico
- Equipo de perforación con martillo en cabeza hidráulico, perforadora sobre orugas pesada o martillo en cabeza adyacente DTH de alta presión →. Roscado
2. ¿Cuál es la profundidad y el diámetro del orificio objetivo?
- Orificios ≤6 m, diámetro ≤38 mm → Cónico cubre la aplicación
- Orificios >6 m, de mayor diámetro o que requieren acoplamiento en línea → Roscado con sistema de extensión
3. ¿Cuál es el tipo de roca y el rango de UCS?
- Roca blanda a media (UCS <120 MPa): el cónico es rentable
- Rocas duras a muy duras (UCS >150 MPa, por ejemplo, granito, cuarcita): la rosca proporciona una mayor vida útil y un menor coste por metro a escala.
¿Tiene un proyecto de perforación de rocas con datos específicos de formación o especificaciones de equipos? Póngase en contacto con el equipo de RockHound para obtener una recomendación de producto adaptada a su aplicación exacta.
PREGUNTAS FRECUENTES
- Las varillas de perforación cónicas se conectan a la broca o al vástago mediante un ángulo cónico de ajuste por fricción, lo que las hace adecuadas para aplicaciones neumáticas ligeras en perforaciones poco profundas.
- Las barras de perforación roscadas utilizan un enganche de rosca mecánico de precisión, lo que permite una mayor transmisión de energía, mayores profundidades de perforación mediante barras de extensión y compatibilidad con equipos de martillo en cabeza hidráulicos.
La longevidad depende de la aplicación. Una varilla cónica utilizada dentro de sus parámetros de diseño (agujeros poco profundos, energía de impacto moderada) durará más que una varilla roscada mal aplicada al mismo trabajo ligero. En aplicaciones de alta energía y agujeros profundos, las barras roscadas son la única opción adecuada y durarán más que las barras cónicas debido a la conexión roscada más estable.
Ambos tipos se benefician por igual del acero 23CrNiMo y del carburizado profundo de 20 horas cuando se fabrican según las normas RockHound.
En general, no. Los martillos neumáticos manuales (como el YT28) están diseñados para vástagos de varilla cónicos. Los estándares de rosca utilizados en las varillas roscadas (R25, R32, T38, etc.) requieren equipos hidráulicos o neumáticos pesados compatibles con el correspondiente receptor de rosca hembra. El uso de herramientas inadecuadas dañará tanto la varilla como el equipo.
Una barra de perforación de extensión es una barra roscada diseñada para acoplarse en línea con otras barras para aumentar la profundidad total de perforación más allá de lo que puede lograr una sola barra. Varias barras de extensión se conectan mediante manguitos de acoplamiento de precisión, lo que permite que la sarta de perforación avance progresivamente en el agujero. Este es el método estándar para la perforación de túneles, la detención de barrenos largos y cualquier aplicación que requiera profundidades superiores a 6 metros.
La selección del estándar de rosca depende del modelo de su equipo de perforación, del diámetro del orificio requerido y de la recomendación del fabricante para esa clase de potencia. La rosca R es la norma más común para uso general; la rosca T (y posteriormente las series GT60 y ST58) se utilizan en aplicaciones de mayor energía.
El equipo técnico de RockHound puede cotejar el modelo de su equipo para confirmar la especificación de rosca correcta antes de realizar el pedido.