






Descripción
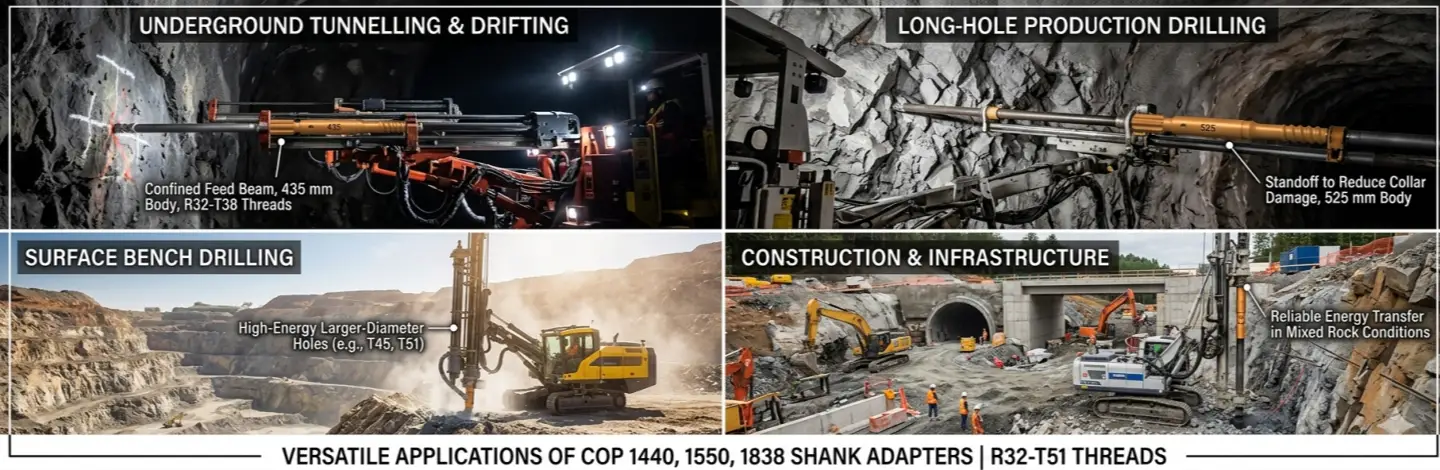
Every metre drilled starts and ends at the same point: the adaptador de mango. Wedged between your Epiroc / Atlas Copco COP 1440, COP 1550, or COP 1838 rock drill and the drill string,with R32 T38 T45 T51 thread.It is the single component that converts piston energy into productive hole depth. Get it wrong and you’re not just replacing a piece of steel — you’re paying for lost shifts, chuck damage, and thread failures throughout the entire string.
RockHound’s COP series shank adapters are built from the ground up for the brutal percussion cycles these drills produce. We forge exclusively from 23CrNiMo alloy steel, machine to OEM-matching tolerances, and put every batch through a Ciclo de tratamiento térmico de 20 horas before it leaves the factory. The result is a drop-in replacement that meets — and in service life tests against abrasive granite and dolomite, regularly exceeds — OEM benchmarks. Available in 435 mm and 525 mm lengths, body diameters of 38 mm and 52 mm, and thread profiles from R32 through T51 to suit every rig configuration and hole diameter you run.
Material: 23CrNiMo Alloy Steel

Not all “alloy steel” is equal. The 23CrNiMo grade is specifically formulated for high-cycle fatigue applications: chromium builds corrosion and wear resistance in the thread and spline zones, nickel adds core toughness that prevents brittle fracture under eccentric loading, and molybdenum raises hardenability so deep carburization is uniform — not just a thin, fragile shell.
Competing producers sometimes substitute lower-grade steels to cut costs. The difference shows up within the first 500 metres: uneven surface hardness, accelerated thread wear, and spline deformation. See how 23CrNiMo stacks up in our full comparison: Rock Drill Rod Material: 23CrNiMo vs Sanbar64.
Características
Especificaciones
Spline profile (all models): 8-spline · Ø53.8 mm OD · 84.5 mm spline length · 8.9 mm flushing entry
| Rock Drill Model | Length (L) | Body Dia. (D) | Hilo | Part Number | Peso (kg) |
|---|---|---|---|---|---|
| Cop 1440/1550/1838 | 435 mm | 38 mm | R32 | 418-3843-9154 | 3.6 |
| Cop 1440/1550/1838 | 435 mm | 38 mm | R38 | 418-3843-9156 | 3.9 |
| Cop 1440/1550/1838 | 435 mm | 38 mm | T38 | 418-3843-9176 | 3.8 |
| Cop 1440/1550/1838 | 525 mm | 38 mm | R32 | 418-3852-9154 | 4.5 |
| Cop 1440/1550/1838 | 525 mm | 38 mm | R35 | 418-3852-9155 | 4.6 |
| Cop 1440/1550/1838 | 525 mm | 38 mm | R38 | 418-3852-9156 | 4.7 |
| Cop 1440/1550/1838 | 525 mm | 38 mm | T38 | 418-3852-9176 | 4.7 |
| Cop 1440/1550/1838 | 525 mm | 52 mm | T38 | 418-5252-9176 | 5.9 |
| Cop 1440/1550/1838 | 525 mm | 52 mm | T45 | 418-5252-9177 | 6.1 |
| Cop 1440/1550/1838 | 525 mm | 52 mm | T51 | 418-5252-9178 | 6.5 |
Competitor cross-reference
The following OEM and third-party part numbers are drop-in equivalents for the same drill models. RockHound parts are fully interchangeable replacements.
| Marca | Longitud (mm) | Body Ø (mm) | Hilo | OEM / Third-party P/N | Equiv. RockHound P/N |
|---|---|---|---|---|---|
| Epiroc OEM | 435 | 38 | R32 | A47899 | 418-3843-9154 |
| Epiroc OEM | 435 | 38 | T38 | A47894 | 418-3843-9176 |
| Epiroc OEM | 525 | 38 | R32 | A47886 | 418-3852-9154 |
| Epiroc OEM | 525 | 52 | T45 | A47916 | 418-5252-9177 |
| Epiroc OEM | 525 | 52 | T51 | A47917 | 418-5252-9178 |
| Sandvik | 525 | 52 | T38 | 7304-3655-01 | 418-5252-9176 |
| Sandvik | 525 | 52 | T45 | 7305-3655-01 | 418-5252-9177 |
| Sandvik | 525 | 52 | T51 | 7306-3655-02 | 418-5252-9178 |
| AM (Robit) | 435 | 38 | R32 | AMDR323843-8 | 418-3843-9154 |
| AM (Robit) | 525 | 52 | T38 | AMDT385252-8 | 418-5252-9176 |
| AM (Robit) | 525 | 52 | T45 | AMDT455252-8 | 418-5252-9177 |
| AM (Robit) | 525 | 52 | T51 | AMDT515252-8 | 418-5252-9178 |
Competitor part numbers are referenced for cross-identification purposes only. All trademarks belong to their respective owners. RockHound is an independent manufacturer of compatible rock drilling consumables.
Aplicaciones
Working Principle
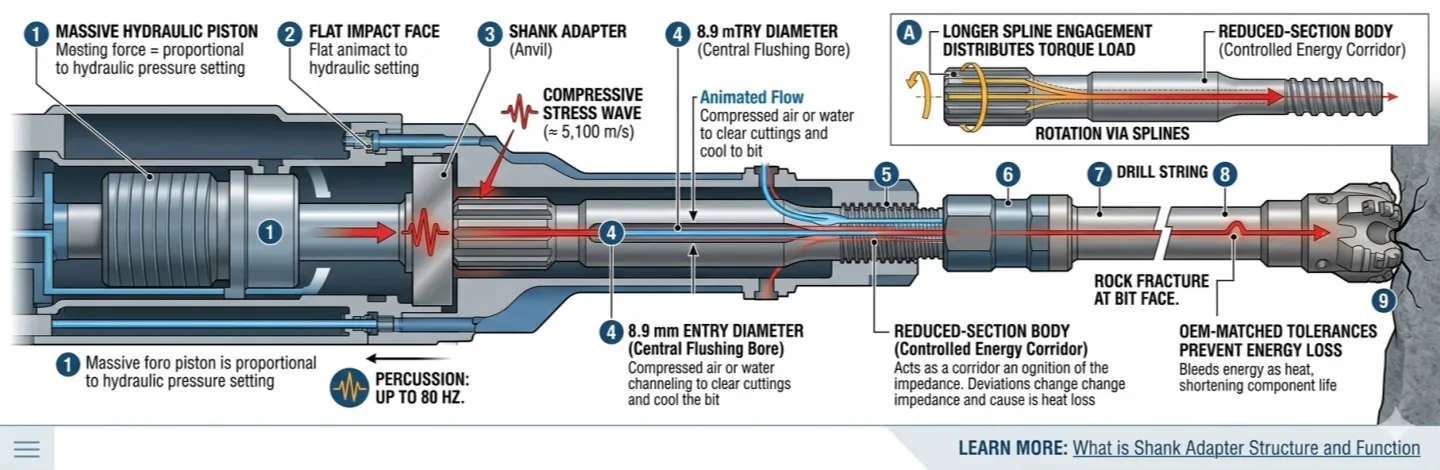
Picture the shank adapter as the anvil sitting at the mouth of the drill. Its splined rear end engages the chuck bushing inside the drill housing — the rotation motor spins it via the splines while the bushing keeps it aligned axially. At percussion rates of up to 80 Hz, the piston strikes the flat rear impact face with a force proportional to the drill’s hydraulic pressure setting.
That strike generates a compressive stress wave that travels down the shank body at roughly 5,100 m/s — the speed of sound in steel. At the threaded front end, the wave transfers into the first coupling sleeve or drill rod, continuing through the string until it reaches the bit face where it fractures the rock. A central flushing bore — 8.9 mm entry diameter — simultaneously channels compressed air or water to clear cuttings and cool the bit.
The geometry of the shank body is deliberately optimised: the longer spline engagement distributes rotational torque load, while the reduced-section body between spline and thread acts as a controlled energy corridor. Any deviation from OEM-matched tolerances in this corridor alters wave impedance and bleeds energy as heat — shortening both the adapter and the components it contacts. Learn more in our deep-dive: Qué es el adaptador de vástago Estructura y función.
How to choose the right shank adapter
Getting the spec wrong costs more than the adapter itself. Work through these four decisions in order:
- Confirm your drill model.All three — COP 1440, COP 1550, COP 1838 — share the same spline profile (Ø53.8 mm, 8-spline, 84.5 mm). If you are running a COP 1838 EX or MUX variant, note that extended models use a different spline length; contact us before ordering.
- Match the thread to your drill string. R-thread (rope profile) for lighter drifting work and smaller-diameter holes; T-thread (trapezoidal) for bench drilling and hole diameters above 64 mm where straighter holes and higher impact power are needed. Your coupling sleeve threads must match exactly.
- Choose length by feed beam clearance. 435 mm for underground drill jumbos with restricted collaring space; 525 mm when you need standoff for collaring in broken collars or when using longer front-head configurations.
- Select body diameter by hole size. 38 mm body suits standard drifting and long-hole rods; 52 mm body is designed for bench drilling with Ø76 mm+ bits where T45/T51 threads are standard. The 52 mm variants also accommodate a larger flushing tube for higher-volume air flushing.
For a complete decision framework covering ground conditions, rock strength, and bit selection, read: Shank Adapter: Function, Work, Choose & Maintenance.
Mantenimiento
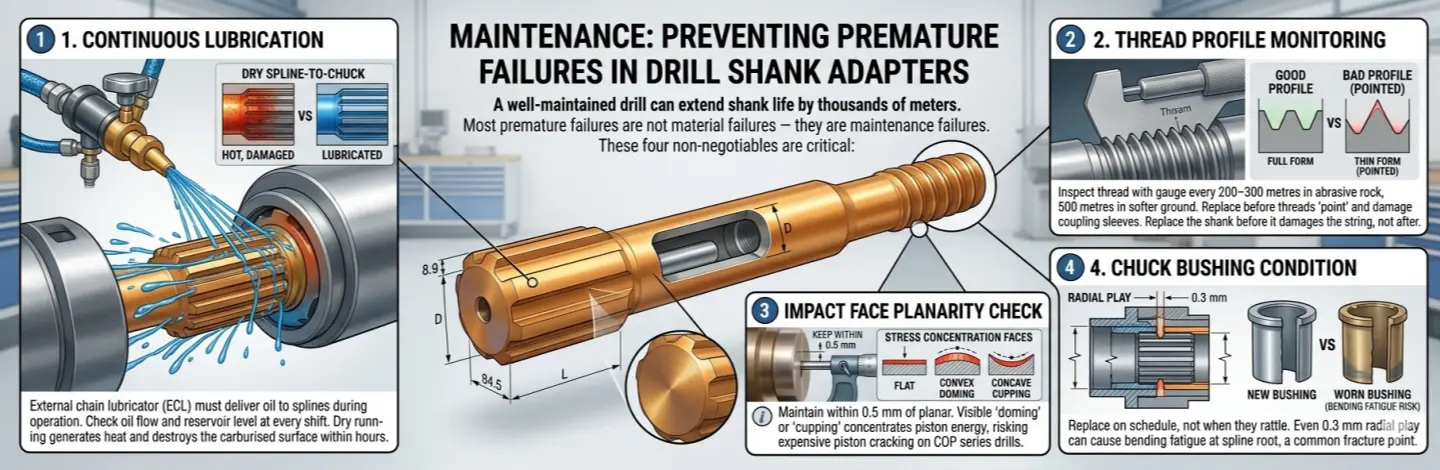
A shank adapter running on a well-maintained drill should last thousands of metres. Most premature failures are not material failures — they are maintenance failures. The three non-negotiables:
Lubrication
The drill’s external chain lubricator (ECL) must deliver oil to the shank continuously during operation. A dry spline-to-chuck interface generates frictional heat that destroys the carburised surface within hours. Check oil flow and reservoir level at every shift start. If the shank runs hot to the touch after collaring, investigate the lubricator immediately.
Inspección de hilos
Inspect the front thread profile with a thread gauge every 200–300 metres in abrasive rock, every 500 metres in softer formations. Once threads become thin or sharp-crested — a condition drillers call “pointing” — they will shear micro-material from your coupling sleeves on every coupling, accelerating string wear throughout. Replace the shank before it damages the string, not after.
Impact face monitoring
The rear flat face must remain within 0.5 mm of planar. Any convex “doming” or concave “cupping” concentrates piston energy at a smaller contact area, raising stress peaks that can crack the piston’s striking face — an expensive repair on any COP series drill. Retire the adapter the moment you detect visible face deformation.
Chuck bushing condition
A worn chuck bushing allows radial play on the splines. Even 0.3 mm of radial movement translates into bending fatigue at the spline root — the most common fracture initiation point. Replace chuck bushings at the manufacturer’s recommended interval, not just when they rattle.
Custom marking & OEM branding
RockHound supports custom laser marking for distributors, mining contractors, and OEM white-label programmes. Your brand, part reference, or batch code is etched on the non-striking body zone — permanently visible without affecting structural integrity.
Submit vector artwork (AI, EPS, or SVG) to our sales team along with your purchase order. Minimum order quantities apply for custom marking runs.
Related Productions
| Brocas | Barras de perforación | Manguitos de acoplamiento |
|---|---|---|
|
Brocas: |
Barras de perforación: |
Manguitos de acoplamiento: |
PREGUNTAS FRECUENTES
Yes. All three models share an identical chuck and rotation geometry — the 8-spline Ø53.8 mm profile and 84.5 mm engagement length are common across the series. A single RockHound SKU covers all three drills. The only variables are thread profile and adapter length, which must match your drill string configuration regardless of drill model.
Both threads are 1.5-inch nominal diameter, but the profiles are fundamentally different. R38 (rope thread) uses a rounded, symmetrical profile that couples and uncouples easily — ideal for drifting operations where the string is broken frequently. T38 (trapezoidal) has a wider, asymmetric flank contact area that transmits energy more efficiently and holds better alignment under the heavy impact loads of a COP 1838. For bench drilling or any application where hole straightness matters, T38 is the preferred choice over R38 at this diameter.
Spline fractures almost always trace back to one of three causes: insufficient lubrication (the most common), a worn chuck bushing allowing radial movement, or misalignment between the drill axis and the feed beam. The spline root is the highest-stress zone during eccentric loading — even slight misalignment creates bending stress that no material can sustain indefinitely. RockHound's 20-hour carburisation significantly increases spline fatigue life, but proper rig alignment and bushing condition remain essential. If you are seeing repeated spline failures, check feed beam straightness before ordering replacement shanks.
Service life depends heavily on rock abrasiveness (UCS and quartz content), operator skill in managing feed force, and rig maintenance state. In medium-hard granite (UCS 120–150 MPa), a well-maintained RockHound shank adapter routinely achieves 4,000–6,000 metres before thread wear requires retirement. In highly abrasive quartzite above 200 MPa UCS, expect 2,000–3,500 metres. These figures assume correct lubrication and regular thread inspection — neglected lubrication can reduce service life by 60% or more regardless of steel grade.
Yes. RockHound adapters are manufactured to the same dimensional and metallurgical standards as Epiroc / Atlas Copco OEM equivalents. They are geometrically interchangeable with OEM part numbers such as A47886 (525 mm, R32), A47916 (525 mm, T45), and A47917 (525 mm, T51), as well as Sandvik cross-reference numbers 7304-3655-01 through 7306-3655-02. Using a RockHound shank adapter does not void your rig's warranty for the adapter itself — however, always verify your site's procurement policy with your equipment manager.
Both. The 8.9 mm pilot bore is designed for compatibility with both compressed-air and water-flushing setups. For water flushing, ensure the flushing tube O-ring at the drill-to-shank interface is replaced at the manufacturer's recommended interval. A degraded O-ring bleeds water into the drill's rotation mechanism, which is a far more expensive problem than the shank adapter itself.